海城市星光机电设备有限公司
联系人:刘经理
电话:13314033166
座机:0412-3338005
邮箱:haichengxingguang@126.com
地址:海城市铁西街钢城委
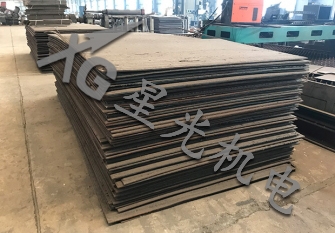
双金属复合耐磨钢板由低碳钢板和合金耐磨层两部分组成,合金耐磨层一般为总厚度的1/3~1/2。作业时由基体供给抵抗外力的强度、耐性和塑性等概括功用,由合金耐磨层供给满足指定工况需求的耐磨和耐热功用。
耐磨复合钢板的合金耐磨层和基板之间是冶金结合。通过专用设备,选用自动焊接工艺,将高硬度自维护合金焊丝或合金粉均匀地焊接在基板上,复合层数一层至两层致使多层,复合过程中由于合金收缩比不同,呈现均匀横向裂纹,这是耐磨钢板的显著特点。
双金属复合耐磨钢板平焊时,熔渣和熔池简略呈现混搅现象,特别是焊接平角焊缝时,熔渣简略超前而构成夹渣。
焊接参数和操作不其时,堆焊批改焊丝表面易构成焊瘤、咬边、焊接变形等缺陷。
单面焊不好自在成型时,开始的道焊缝简略发生焊透程序不均、不好成型不良等形象。
焊接要害
依据板厚能够选用直径较大的堆焊批改焊丝和较大的焊接电流来进行焊接。
焊接时焊丝与焊件成60~90°夹角,控制好熔渣和液态双金属耐磨板分别,避免熔渣呈现超前现象。
当板厚≤5mm时,对接平焊一般开Ⅰ型坡口,正面焊缝宜选用φ3.2~4mm的堆焊批改焊丝短弧焊接,熔深可达板厚的2/3 ;不好封底前,能够不清根,但熔渣要拾掇洁净,电流能够大些。
对接平焊若有熔渣和熔池双金属耐磨衬板混合不清现象时,可将电弧拉长、焊丝前倾,并做向熔池后方推送熔渣的动作,避免夹渣发生。

许多客户担心耐磨复合钢板卷圆或卷弯后,耐磨复合钢板表面的裂纹愈加简单掉落。依据耐磨钢板网多年的经历,只需耐磨复合钢板的质量牢靠,卷圆和卷弯加工后的耐磨管道和耐磨弯管不会发生表面耐磨层掉落的问题。
高强度的双金属复合耐磨钢板现有企业产品的技术条件下,其产品的不标准命名的品牌.学习国外公司的标准和我国的实际情况,对我们的高强度的双金属耐磨衬板作用大多是进口品牌,现在运用比较紊乱的问题,应采用等级的命名,要一致,促进商标运用一同标准和具有很高的推广标准的开发强度的双金属耐磨衬板,高强度的双金属耐磨衬板制式GSM。产品特性和实施例一起的用户双金属耐磨板,双金属耐磨板商标选择方面和运用拼音布氏硬度的组合(HB)的值。双金属耐磨板热胀大系数:因温度改变而引起物质测量元素的改变。胀大系数是胀大-温度曲线的斜率,瞬时胀大系数是特定温度下的斜率,两个指定的温度之间的均匀斜率是均匀热胀大系数。胀大系数能够用体积或者是长度标明,通常是用长度标明。
<以上内容全部来源于网络,如有问题请联系我删除>
 在线咨询
在线咨询